

By
Sourav Dutta
Manager-Civil
The first version of BIS 1786 came out in 1985 where in Cl.1.1, the code had put the detailed physical and chemical properties, testing procedures of following strength grades of HYSD (High Yield Strength Deformed) bars/wires as shown below:
Fig 1 (s) : BIS1786-1985 and the relevant clause
The next version of the code BIS 1786 was introduced in 2008, where new strength grade Fe600 had been introduced. Also, two categories based on elongation for each grade except Fe600 had also been introduced. Thus in Cl.1.1, the code had put the detailed physical and chemical properties, testing procedures of following strength grades of HYSD (High Yield Strength Deformed) bars/wires as shown below:
Fig 2 (s) : BIS1786-2008 and the relevant clause
Furthermore, in amendment no.1 of BIS 1786-2008 (Fourth revision) in Nov’2012, some more strength grades were introduced along with the detailed physical and chemical properties, testing procedures of following strength grades of HYSD (High Yield Strength Deformed) bars/wires. And it suggested substituting the following for Cl.1.1 of BIS 1786-2008:
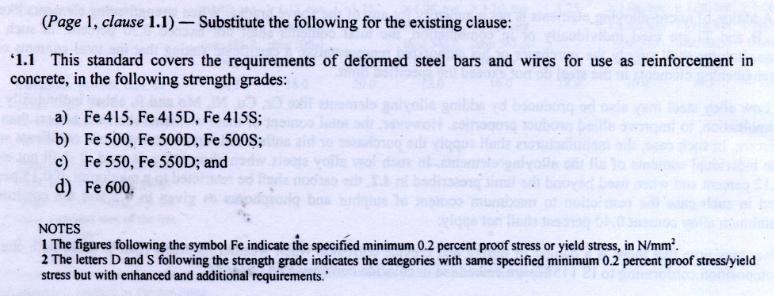
Fig 3 (s) : BIS1786-2008 amendment (Fourth revision)
In this context it is to be noted that as grade/strength of reinforcement increases, the minimum elongation percent requirement decreases as per Table 3 (Mechanical properties) as shown below:
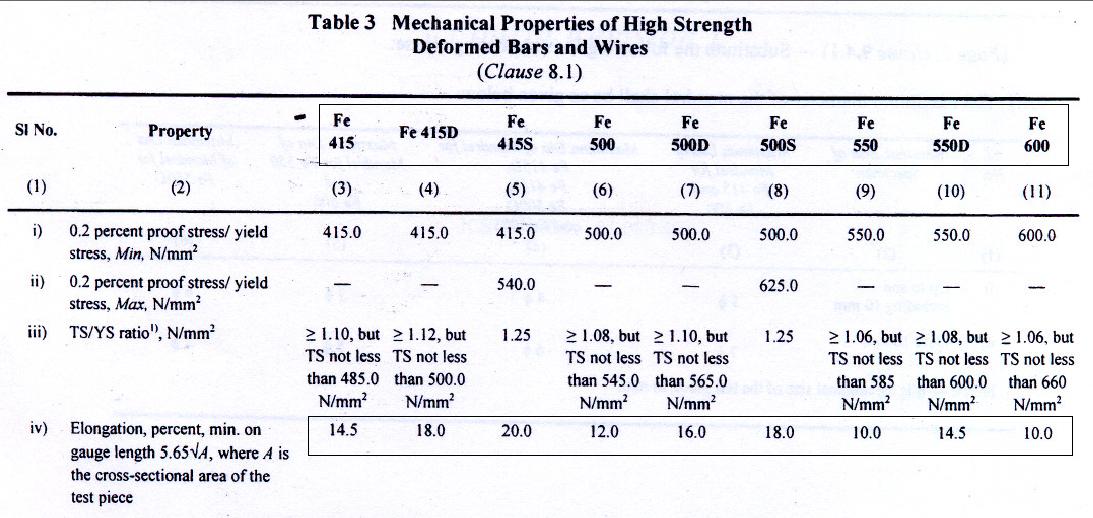
Fig 4 : BIS1786-2008 amendment (Fourth revision) Table 3
Although the specifications of higher grade reinforcement like Fe550 or Fe600 have been introduced, but design engineering codes have restricted tables/charts upto Fe500 only. Therefore design using Fe550 or Fe600 can only be possible manually by deriving the necessary parameters on going by the basic principle theory of civil engineering. Also softwares like ETABS, SAFE and SAP2000 are handy for designing by any grade of reinforcement, on input of some basic physical parameters. But without in-depth knowledge of basic principles of civil engineering to derive the necessary parameters, coupled with scarcity of knowledge in operation of the softwares, the use of high grade reinforcement in large-scale project sector has been very limited.
Moreover, although Fe415 has become obsolete now-a-days, and very few secondary rebar producers are manufacturing the same, till now BIS456-2000 has not lifted its restriction in calculation of stirrups, where fy (Yield stress) of stirrups have been restricted to 415 N/mm2 (i.e, Fe415 grade) as shown below:
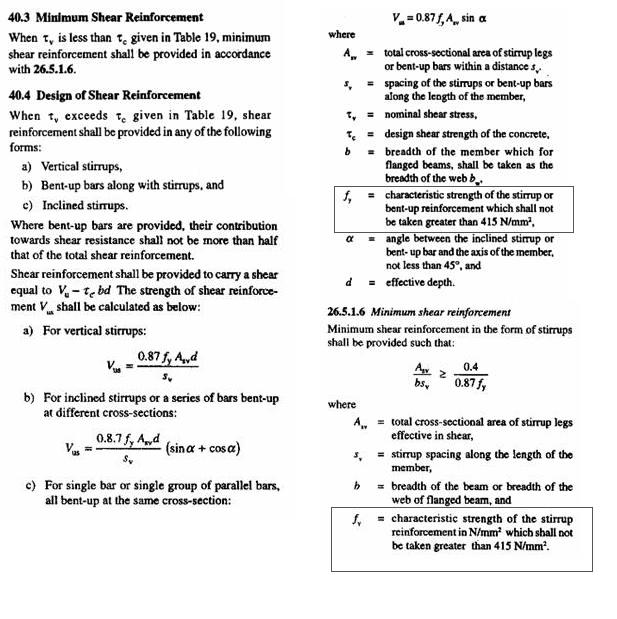 Fig 5 (s) Relevant clauses of BIS456-2000
Fig 5 (s) Relevant clauses of BIS456-2000
Fig 5 (s) : Relevant clauses of BIS456-2000
Thereafter, now-a-days a major part of India falls in earthquake zone III, IV and V (Zone V being the severest), and thus all RCC structures design is being guided by BIS13920 (reaffirmed 2003), which is mandatory to be adopted in these seismic zones, as per Cl.1.1.1 of the code. Ductility requirement of RCC structures is taken care by the code.
As per Cl. 5.3 of BIS13920 (reaffirmed 2003), taking care of the percent elongation of rebar, it has recommended Fe415 or lesser grade use, and at same time they have given relaxation to Fe500 and Fe550 manufactured by TMT process but having minimum 14.5% elongation. Thus in line with this requirement, Fe 500D/S and Fe 550D grades were introduced in 2008 and 2012 as per table 3 of BIS1786-2008 amendment (Fourth revision) as given above, as these grades of rebar are required to possess minimum 14.5% elongation.
In this context it is to be noted that now-a-days Therefore although many ISP rebar producers claim to manufacture Fe600 having elongation higher than 14.5%, nowhere in BIS13920 use of Fe600 is proposed, may be as it is interpreted that elongation decreases with increase in strength.
Fig 6 (s) : BIS13920 (reaffirmed 2003) and relevant clauses
Thus in a nutshell, since Fe550 and Fe600 curves/charts are not introduced in design engineering codes till now, coupled with the above mentioned factors, very less private client/contractor projects and none of public government projects are able to propose for using these higher grades of reinforcement in their technical specification.
It is likely that in near future Fe550 or Fe600 or even higher grades might come up and find place in construction industry, with the huge infrastructure development/construction happening in India. This is likely to have the following features/impacts as listed below:
Reduction of Steel consumption
• Re-designing the structure using Fe600 grade rebar instead of Fe500(D) grade, reduces the steel consumption for a project by approx 15%.
• In linear elements (beam/slab/footing), typically 600/500=1.2, i.e, 20% savings in steel consumption achieved over Fe500(D).
• In columns, about 10-15% savings in steel consumption achieved over Fe500(D). In other approach, keeping reinforcement constant for Fe500 & Fe600, about 8% decrease in column cross-sectional area is possible (For eg, a 1200mmx1200mm column may reduce to 1150mmx1150mm).
Reduction in Labour Cost
• Lesser steel to handle and hence 15-20% savings in labour costs.
Reduction in Congestion /Constructability
• Higher Strength requires lesser number of bars to carry similar loads resulting into lesser congestion, and hence improving the quality of construction by imparting ample space for pouring concrete and compaction.
Faster Progress
• Lesser steel handling/fabrication enables faster project progress.
Guidelines on lap/development length:
• As per BIS456-2000 development length requirement for Fe600 is 600/500=20% higher than Fe500(D), for any dia of rebar.
A cost analysis for Fe500 vs Fe600 grade rebar (per Ton) for standard ISP rebar producer is being given for reference:
| For Fe500(D) (per Ton) | |||
| Component | Description | Rate (Rs) | |
| Labour (L) | Labour cost for CBT | 4000 | |
| Loading/unloading/lead/lift of rebar at site | 200 | ||
| Material (M) | Rebar cost (incl. transportation)* | 38000 | |
| Binding wire @ 5kg/Ton of rebar [Rate=Rs 45/kg] | 225 | ||
| Scrap generation @ 2% | 760 | ||
| Selling of scrap @ Rs 25/Kg | -500 | ||
| Plant (P) | Cutting machine charges @ Rs 10000/month, consider 300T work done/month | 33 | |
| Bending machine charges @ Rs 10000/month, consider 300T work done/month | 33 | ||
| Electricity cost (nominal) | 10 | ||
| Total cost for using Fe500D at site (per Ton) | 42761 | ||
| For Fe600 (per Ton) | |||
| Component | Description | Rate (Rs) | |
| Labour (L) | Labour cost for CBT | 4000 | |
| Loading/unloading/lead/lift of rebar at site | 200 | ||
| Material (M) | Rebar cost (incl. transportation)* | 40000 | |
| Binding wire @ 5kg/Ton of rebar [Rate=Rs 45/kg] | 225 | ||
| Scrap generation @ 2% | 800 | ||
| Selling of scrap @ Rs 25/Kg | -500 | ||
| Plant (P) | Cutting machine charges @ Rs 10000/month, consider 300T work done/month | 33 | |
| Bending machine charges @ Rs 10000/month, consider 300T work done/month | 33 | ||
| Electricity cost (nominal) | 10 | ||
| Total cost for using Fe600 at site (per Ton) | 44801 | ||
Since Fe600 typically gives ~15%** rebar savings over Fe500(D), thus actual cost corresponding to per Ton of Fe500(D) = 44801×85% = Rs 38081
Expected net savings for Fe600 over Fe500(D) per Ton = 42761-38081= Rs 4680
* : Indicative price shown for analysis.
** : Savings vary depending on type of structural member. Average savings considered for analysis.
Note: No overhead cost (company staff involvement) has been considered in the comparison.
Possible best application areas of Higher grade rebar (Fe550/Fe600):

Fig 7 (s) : Piers/Abutments of Bridge/Flyover

Fig 7.1 (s) : Piers/Abutments of Bridge/Flyover

Fig 8 : Longitudinal girders of Bridge/Flyover

Fig 9 : Columns in High-rise buildings
We at engineeringcivil.com are thankful to Er. Sourav Dutta for submitting this paper to us. We hope this paper will be helpful for the whole construction industry in general.
If you have a query, you can ask a question here.