

By
Shubham Sunil Malu
ABSTRACT
Piles are structures used to transfer loads from superstructure to the sub surface strata. When the subsurface stratum is water based or if we deal with a hydraulic structure, the piles are to be driven into water and under water strata. Piles used in underwater structures are often subjected to corrosion. There is no absolute way to eliminate all corrosion; but corrosion protection measures are employed to control the effect of corrosion. Corrosion protection can be in different ways according to the environment and other factors. Forms of corrosion protection include the use of inhibitors, surface treatments, coatings and sealants, cathode protection and anode protection. The control measures explained in this are Protective coatings, cathode treatment and application of Fibre Reinforced Polymer (FRP) Composites.
CHAPTER-1 INTRODUCTION
Corrosion is the destruction of metals and alloys by the chemical reaction with the environment. During corrosion the metals are converted to metallic compounds at the surface and these compounds wears away as corrosion product. Hence corrosion may be regarded as the reverse process of extraction of metals from ore.
Corrosion and in particular corrosion of metal structures, is a problem that must regularly be addressed in a wide variety of areas, for example, in the automotive industry, metal parts are often plated or coated to protect them from road salt and moisture in hopes of increasing their longevity. Indeed, many traditional metal parts are currently being used with polymeric components, which are not only lighter but also more cost effective to produce. But these are generally impervious to electrochemical corrosion often experienced by metals. Even with the proper selection of base metals and well-designed systems or structures, there is no absolute way to eliminate all corrosion. Therefore, corrosion protection methods are used to additionally mitigate and control the effects of corrosion. Corrosion protection can be in a number of different forms/strategies with perhaps multiple methods applied in severe environments. Forms of corrosion protection include the use of inhibitors, surface treatments, coatings and sealants, cathode protection and anodic protection.
CHAPTER-2
2.1 Corrosion Mechanism of Steel in Sea Water
On steel piling in seawater, the more chemically active surface areas (anodes) are metallically coupled through the piling itself to the less chemically active surface areas (cathodes) resulting in a flow of electricity and corrosion of the anodic areas. General surface roughening occurs when these local anodic and cathode areas continually shift about randomly during the corrosion process. Sometimes these active local areas do not shift position end, therefore, the metal suffers localized attack and pitting occurs. In general, the depth of pitting is related to the ratio of the anodic sites to the area of cathode site in contact with the electrolyte (seawater). The smaller the anode area relative to the cathode area, the deeper the pitting.
2.2 Zones of Corrosion of Steel Piles
Examination of corroded marine piles reveals several distinct areas of attack. It is convenient to divide these areas into five zones, each having a characteristic corrosion rate as shown in Fig 2.1
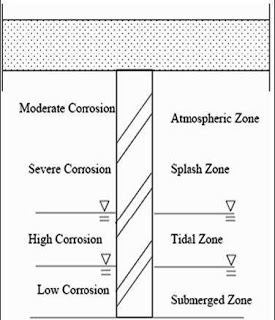
Fig.2.1 Zone of corrosion of steel plates
2.3 Environments Conducive to Corrosion
There are many environments that are especially hostile and conducive to corrosion including fog and humidity,saltwater and alkaline or acidic soils. Nations with a large land mass typically have a variety of these conditions.
The response of carbon steel to soil corrosion depends on the nature of the soil and other factors such as the availability to moisture and oxygen. Soils with high moisture content, high electrical conductivity, high acidity and high dissolved salts will be most corrosive.
Corrosive conditions also know no national boundaries. Acid rain generated in one country pollutes the environment and causes corrosion damage far beyond that country’s borders – even beyond the borders of its neighbours.
Unfortunately, these conditions exist in much of the world today. The atmosphere ranges from the extremes of very hot to very cold, and from desert dry to sticky humid. Acid rain is also a significant factor. Soil conditions vary widely from acidic to alkaline, and there are large coastal areas where salt is found in the ground. Water properties range from saline to seawater and freshwater.


2.4 Corrosion Management
Before deciding on the methods for control of corrosion to be applied, conceptual and feasibility studies have been carried out. Typically, corrosion management can be divided into three major phases.
Phase 1 of the program is the programmatic assessment of the project. This phase is the planning stage for a corrosion management program to take place. It initiates the program to be implemented on structures that are found to be under the threat of corrosion. For the planning stage, three main requirements are sought, namely the strategy, budget and schedule needed to overcome the problem raised from corrosion of reinforcement. This is seen as an important part for an effective management program as feasibility studies are normally conducted to determine the serviceability of the structure after treatment.
Phase 2 of the program involves physical assessment and actual remediation. Inspections for severity of corrosion are conducted in this phase to determine what strategy or methods are most suitable to be applied. Development of corrosion control strategy would present more option to the management program. Remedial work would be carried out once the proper strategy has been recognized.
Phase 3 of the program mainly deals with future monitoring of the repaired structure. Currently and historically, most of the corrosion control programs are driven by response to incident or urgent need, rather than systematically identifying and managing the existing resources. This can be overcome by implementing internal or external monitoring system using current technology practiced in oil and gas industries is as shown in Fig. 2.2.
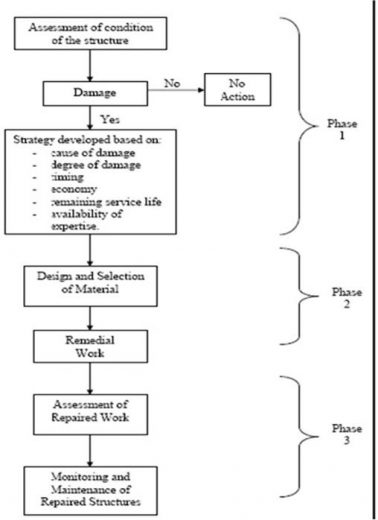
Fig.2.2 The overall flowchart for an effective corrosion management program
CHAPTER-3 CORROSION PROTECTION METHODS
3.1 Protective Coating
In order to protect metals from corrosion, the contact between the metal and the corrosive environment is to be cut off. This is done by coating the surface of metals with a continuous non-porous material inert to the corrosive atmosphere.
Surface coatings are broadly classified into three
a). Metallic coatings
b). Inorganic Coatings
c). Organic Coatings
Individual coatings are formulated to perform specific functions and must be selected to become components of a total system designed for optimum results considering the environment and service expectations.
The different types of coatings used for under water piles are:
3.1.1 Inorganic Zinc Silicates Primers
Steel structures that are permanently immersed in sea water, such as jackets in the area below the Splash Zone, are typically not coated for various reasons and protected solely by cathode protection systems consisting of sacrificial anodes or impressed current arrays, which can be maintained as required by underwater contractors. Various anticorrosive pigmented primers are available; some that passivity the steel but the most effective are inorganic zinc silicate primers which essentially become anodic to the steel in a corrosion cycle. The primary advantage of this type of coating is that it will arrest rust creep, or undercutting of the coatings surrounding the damaged area, and confine corrosion to the point of the damage. These coatings also provide a high degree of resistance to heat and chemical spills.
3.1.2 High Build Epoxy Coatings
Epoxies are generally more abrasion and chemical resistant than primers and topcoats and in this case protect not only the substrate itself, but the zinc primer as well from all of these detrimental factors. However, one drawback with epoxy coatings is very poor resistance to ultra violet from sunlight and most will chalk and fade rapidly. This leads to an erosion of the coatings’ film thickness, reducing the barrier protection of the system.
3.1.3 Aliphatic Polyurethane Topcoats
Polyurethane finish coats are generally acknowledged as providing optimum resistance to UV and high degrees of flexibility and chemical resistance. They also help to maintain a very high level of cosmetic gloss and colour retention and can be cleaned very easily, generally with low pH detergents and fresh water pressure washing. Although polyurethane finishes offer no real anticorrosive or barrier protection to the substrate they do provide a high level of protection to the integrity of the coatings system.
3.1.4 Zinc Rich Epoxy Primers
Zinc modified epoxy anticorrosive will provide a high level of service and are more tolerant to compromised surface preparation and ambient weather conditions provided the zinc loading of the formula is sufficient. Zinc rich epoxy is also most effective in maintaining damaged areas and breakdown of the coatings systems applied at new construction as it is compatible with alternate methods of surface preparation such as power tool cleaning and UHP Hydro Blasting.
3.1.5 Non-Skid Deck Coatings
Coatings specifically designed with anti-slip properties normally incorporate very course aggregates for an exaggerated profile. They are applied in very high film builds and normally without a zinc rich primer. When primers are required they are usually epoxy types.
3.2 Cathode Protection
The preferred technique for mitigating marine corrosion, based on historical performance and measurable results, is cathode protection (CP) – the practice of using electrochemical reactions to prevent the corrosion of steel structures. The reason for increased acceptance: cathode protection prevents corrosion on underwater structures.
In theory and practice, the implementation of a CP system is quite simple. Assuming you already have corroding steel in seawater, all you need is an anode, a power supply, and engineering talent. A protective circuit is accomplished between the anode, steel (cathode), power supply and electrolyte (seawater).
3.3 A TYPICAL ANODE DELIVERY SYSTEM
Fig. 3.1 Pile mounted anode
3.3.1 Pile Mounted Anodes
Pile mounted anodes are designed for efficient current distribution in and around pilings where the complex geometry of the facility precludes remote placement of the anodes. These delivery systems are suitable for direct attachment to pilings. The Flat Back Pile Mounted Anode was designed specifically for H-Piles, and can also be configured for installation on sheet piling.
3.3.2 Disk Anode
The disk anode was designed in conjunction with the U.S. Army Construction Engineering Research Lab for use on navigational locks and dam gates. This anode system is also suitable for use on seawater intake structures, vessel internals, and sheet piling when shore side access is possible.
3.3.3 Retractable Mount
Fig. 3.2 Retractable mount
For installations where it is deemed necessary to access the anode for periodic maintenance, or when current is only required on a periodic basis, the retractable anode allows the user to easily retrieve the anode. The above illustration is rotated by 90 degrees.
3.3.4 Sled Anode
Anodes mounted on the sea bed typically afford the best spread of protection on a marine structure. Sled anodes can be designed for operation in either seawater or buried in the mud. The Post Tension Sled was developed to insure anode operation out of the mud when resting in silty and soft sea beds. By adjusting the height of the concrete sled, the mesh anode sled can also be designed for operation out of the mud. The advantage of this type of sled is its low profile, thereby limiting the potential for, damage by anchors fishing nets, etc.
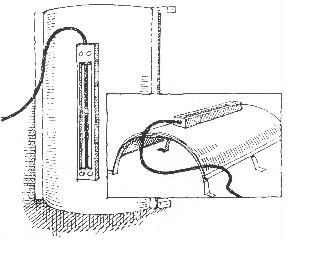
Fig. 3.3 Sled anode
3.4 Composites and the Fight against Corrosion
There are many ways to fight corrosion including the use of costly metals and coatings, surface treatments and other specialprocedures to protect structural material. In many situations, a better solution can be achieved by using modern compositematerials. This report focuses on the broad range of composite materials called fibre- glass-reinforced polymer (FRP).
FRP composites are safe and reliable solutions, able to face corrosive conditions in various types environments and have outperformed traditional materials for many years.
Composites offer:
• High strength
• Light weight
• Durability
• Cost savings
Markets making extensive use of FRP composites include:
• Chemical
• Petroleum & Mining
• Power & Energy
• Marine
• Water & Sewage
• Industrial
With more than 50 years of field experience, FRP is now proven technology. Tanks and pipe constructed with corrosion-resistant composites have consistently provided extended service life over those made with metals. And FRP is now regularly used to replace expensive stainless steel and high-nickel alloys.
FRP composites consist of engineered polymer resin and fiber reinforcement – about 95 percent of composites are reinforced with glass fiber – and can be enhanced with additives and core materials. The combination can produce some of the strongest materials for their weight ever developed.
FRP composites gain their strength from glass fibers set within a resin matrix. The fibers carry the load while the resin spreads the load imposed on the composite and both impact corrosion resistance. A wide variety of properties can be achieved by selecting an appropriate combination of glass and resin. Pound for pound, glass fibers are stronger than steel. That is because glass fibers have a high specific strength. Specific strength is a term that relates strength to weight. To understand this concept, compare a ¼- inch diameter steel rod to a ¼-inch diameter fiberglass composite rod.

Courtesy NOV Fiber Glass Systems
3.5 Application of FRP Composites
Fibre reinforced polymers (FRP) have long been used for the repair and retrofit of concrete structural elements. Their lightweight, high strength and resistance to chemicals offer obvious benefits. In fabric form, they provide unparalleled flexibility. Moreover, as fibres can be oriented in any direction, their use can be optimized. This makes FRP particularly suited for emergency repairs where damage can be multi-directional and speed of strength restoration critically important.

Fig 3.4 Repair and retrofit of concrete structural elements using FRP composites
The strength properties of FRPs collectively make up one of the primary reasons for which civil engineers select them in the design of structures. A material’s strength is governed by its ability to sustain a load without excessive deformation or failure. When an FRP specimen is tested in axial tension, the applied force per unit cross-sectional area (stress) is proportional to the ratio of change in a specimen’s length to its original length (strain). When the applied load is removed, FRP returns to its original shape or length. In other words, FRP responds linear-elastically to axial stress.
The response of FRP to axial compression is reliant on the relative proportion in volume of fibres, the properties of the fibre and resin, and the interface bond strength. FRP composite compression failure occurs when the fibres exhibit extreme (often sudden and dramatic) lateral or sides-way deflection called fiber buckling.
FRP’s response to transverse tensile stress is very much dependent on the properties of the fiber and matrix, the interaction between the fiber and matrix, and the strength of the fiber-matrix interface. Generally, however, tensile strength in this direction is very poor. Shear stress is induced in the plane of an area when external loads tend to cause two segments of a body to slide over one another. The shear strength of FRP is difficult to quantify. Generally, failure will occur within the matrix material parallel to the fiber. Among FRP’s high strength properties, the most relevant features include excellent durability and corrosion resistance. Furthermore, their high strength-to-weight ratio is of significant benefit; a member composed of FRP can support larger live loads since its dead weight does not contribute significantly to the loads that it must bear. Other features include ease of installation, versatility, anti=seismic behaviour, electromagnetic neutrality, excellent fatigue behaviour, and fire resistance.
However, like most structural materials, FRP’s have a few drawbacks that would create some hesitancy in civil engineers to use it for all applications; high cost, brittle behaviour, susceptibility to deformation under long-term loads, UV degradation, photo-degradation (from exposure to light), temperature and moisture effects, lack of design codes, and most importantly, lack of awareness.

Fig.3.5 Impact damage that led to both cross-section loss and breakage of the spiral ties
The emergence of new adhesives that allow FRP to be bonded to wet concrete surfaces makes it possible to economically conduct emergency repairs on sub-structure elements. Fig.3.6 shows impact damage that led to both cross-section loss and breakage of the spiral ties. Conventional repairs will require the cross-section to be enlarged to accommodate new ties. If instead, FRP were used it would only be necessary to re-form the cross-section and apply bi-directional layers that could restore lost tensile capacity while providing equivalent lateral support to the longitudinal steel. Moreover, the application of a protective UV (ultra-violet) coating on the wrap of the right colour will render the repaired pile indistinguishable from other undamaged piles. The aesthetics of FRP repair is one of its unheralded benefits.
CHAPTER-4 Case Study for Application of FRP Composites
4.1 Allen Creek Bridge
Allen Creek Bridge is located on the busy US 19 highway connecting Clearwater and St. Petersburg, FL. The original bridge built in 1950 was supported on reinforced concrete piles driven into Allen Creek. In 1982, the bridge was widened and this new section was supported on 35 cm (14 in.) square prestressed piles.
The waters from Allen Creek flow east into Old Tampa Bay that in turn joins then Gulf of Mexico to the south. The environment is very aggressive; all the reinforced concrete piles from the original construction had been rehabilitated several times. At low tide, the water level in the deepest portion of the creek is about 0.76 m (2.6 ft). Maximum high tide is about 1.89m (6.2 ft). This shallow depth meant that the underwater wrap could be carried out on a ladder.
4.1.1 Preparatory work
Pile surfaces were covered with marine growth that had to be scraped off. Additionally, two of the four corners that were not rounded but chamfered had to be ground using an air-powered grinder. This was a difficult operation particularly for sections that were below the water line. A quick-setting hydraulic cement was used to fill any depression, discontinuities and provide a smooth surface. Just prior to wrapping the entire surface was pressure washed using freshwater to remove all dust and marine algae.
4.1.2 Instrumentation
Instrumentation was installed to allow linear polarization and corrosion potential measurements to be made. An innovative instrumentation scheme was developed that eliminated the need for wiring and junction boxes. This was an important consideration since the piles were located in relatively shallow waters that were accessible on foot. Several piles supporting the structure had been defaced and the probability of vandalism was very real. FRP wrapping — Two different schemes using two different materials were evaluated. In each scheme four piles were wrapped with two other instrumented piles serving as controls. In the first scheme, cofferdam construction was used and the piles wrapped using a bi-directional FRP in a wet lay up under dry conditions. As this was wrapped under ‘perfect’ conditions, its performance provided means for evaluating piles that were directly wrapped in water using a new water activated resin The latter scheme was a pre-preg system developed by Air Logistics. The pre-preg was easy to install since all the material came in labelled hermetically sealed packets. After applying an initial epoxy layer, the packets were opened according to the layout scheme and the FRP material applied. A shrinkage wrap was applied at the end to allow the FRP to cure. On an average, it took between 30 minutes to 45 minutes to wrap a pile over a 1.5 m depth depending on the number of layers of material that had to be applied.
4.2 Friendship Trails Bridge
This is the oldest of the Gandy Boulevard bridges crossing Tampa Bay. It was originally constructed in 1956 and was slated for demolition in 1997. Thanks to community activists, the bridge was saved, refurbished and rehabilitated. In 1999, the bridge was re-opened as a pedestrian bridge and re-christened as the “Friendship Trails Bridge”. The 4.2 km (2.6 mile) structure is now the longest over-water recreational trail in the world. The bridge has 275 spans supported by 254 reinforced concrete pile bents and 22 column type piers located at the main channel crossing. Seventy seven percent of the 254 piers supporting this bridge have needed to be repaired indicating that the environment is very aggressive.
4.2.1 Preparatory work
All piles wrapped were 50.8 cm x 50.6 m (20 in. x 20 in.) reinforced concrete piles and wrapped over a depth of 1.5 m that extended all the way to the underside of the pile cap. The waters are approximately 4.88 m (16 ft) deep. This meant that ladders could no longer be used to apply the FRP in this situation. An innovative scaffolding system was designed and fabricated. It was lightweight, modular yet sufficiently rigid when assembled to support 4-6 people. The scaffolding was suspended from the pile cap and extended 2.74 m (9 ft) below. Its mesh flooring provided a secure platform around the pile that allowed the wrap to be carried out unimpeded in knee deep waters Fig. 4.1

Fig 4.1 Mesh flooring around piles
4.2.2 Instrumentation
Unlike the Allen Creek Bridge where vandalism was a real concern, the piles of the Friendship Trails Bridge are located in deeper and more turbulent waters. Moreover, as the majority of the piles supporting this bridge had been repaired and some were instrumented, the element of novelty was absent making vandalism less likely. In view of this, an instrumentation system developed by the Florida Department of Transportation was selected. This required both wiring and junction boxes. The scheme uses rebar probes Fig. 4.2 that are installed at different elevations close to the reinforcing steel. Changes in the direction of the corrosion current between these locations can indicate if the FRP is working as expected. Reductions in the measured current compared to unwrapped controls were also expected to provide an index of the efficacy of the FRP wrap. The drawback with this system is that it takes time for the equilibrium state around the probe to be attained. Until this time, data may not be meaningful.

Fig. 4.2 Use of rebar probes in instrumentation
4.2.3 FRP wrapping
Two different FRP systems were used. One was the same pre-preg system with a water-activated resin used in the Allen Creek Bridge. The other was Fyfe’s system that used resins that cure in water. The pre-preg system was used to wrap four piles – two using carbon and two using glass. The wet-layup system from Fyfe required on-site saturation of the fibres. Two piles were wrapped with fibreglass using this system. Of the two, one was an experimental FRP system that combined wrapping with a sacrificial cathodic protection system. Two other unwrapped piles in a similar initial state of disrepair were used as controls to evaluate the performance of the wrapped piles. Application was facilitated through the use of a scaffolding system mentioned earlier Fig. 4.3.

Fig. 4.3 Wrapping of FRP material around pile
The pre-preg system was applied as in the Allen Creek Bridge and posed no problems. The Fyfe system was more challenging since the FRP material had to be saturated on-site. Access to foundations of an adjacent bridge provided a convenient staging post for the on-site impregnation Fig. 4.4. On an average the operation took 90 minutes to complete

Fig. 4.4 On-site saturation, Friendship Trails Bridge, Tampa
4.3 Gandy Bridge
The Gandy Bridge built in 1970’s connects St. Petersburg to Tampa. The bridgehas approximately 300 piers comprising five or eight prestressed concrete piles with 50.8cm x 50.8 cm (20 in x 20 in.) cross section. The original plan was to just wrap one heavily corroded pile (Fig. 4.5). Later, the scheme was revised to include three piles. An additional unwrapped but instrumented pile served as control (Fig. 4.6)
Fig.4.5 Heavily Corroded Pile, Bridge, Tampa
Fig.4.6 Selected Piles, Gandy Bridge, Tamp Gandy
4.3.1 Preparatory work
Though the scaffolding system used at the Friendship TrailBridge provided a safe and stable working space, it required at least four to five people toinstall and move because of its large size and weight. In view of this, a new scaffoldingsystem was developed that was geared towards wrapping individual piles. This was intwo parts that were readily assembled in the field and suspended from the pile cap usingsteel chains rather than welded angles used earlier. The system could be installed by 2-3people easily and quickly, and provided a good working space for 3 people (Fig. 4.7).Prior to applying the wrap, the severely damaged pile (Fig. 4.5) was repaired. The surfaceof the exposed concrete and steel was cleaned by sand blasting and the damaged sectionrestored using an underwater patch material. All procedures recommended by the manufacturer were followed.

Fig. 4.7 Scaffolding System, Gandy Bridge, Tampa
4.3.2 Instrumentation
Since it was expected that FDOT would take over monitoring ofthe performance of the piles after the project was over, the same rebar probes used in theFriendship Trails Bridge were retained. Additionally, a commercial probe was used. Thiswas relatively bulky in size but could just be accommodated within the cover. The benefitof the new system was it also allowed the corrosion rate to be monitored. Rebar probeswere positioned at four different levels for measuring current flow and commercialprobes were installed at two levels for performing the linear polarization measurement.
4.3.3 FRP wrapping
The same two systems used in the Friendship Trails Bridge were also used in the Gandy Bridge. The operation was identical excepting that the system used for saturating the fibers for the Fyfe system was modified. Instead of using the saturating machine, hand methods were used as they were found to be speedier and equally effective. The entire operation went smoothly and the wraps were installed in about an hour each (Fig. 4.8).
Fig.4.8 Underwater Wrapping, Gandy Bridge, Tampa
CHAPTER-5 STANDARDS AND CODES
There are no Indian standards codes as such for the control of corrosion. The latest editions of the following organizations’ standards, codes, and guidelines shall be used for the design of corrosion control systems:
• NACE International (formerly The National Association of Corrosion Engineers)
• RP0169 – Control of External Corrosion on Underground or Submerged Metallic Piping Systems
• American Society for Testing and Materials (ASTM)
• ASTM D512 – Standard Test Methods for Chloride Ion in Water
• ASTM D516 – Standard Test Method for Sulfate Ion in Water
• ASTM G51 – Standard Test Method for measuring pH of Soil for Use in Corrosion Testing
• American Railway Engineering and Maintenance-of-Way Association (AREMA)
• Federal Highway Administration (FHWA)
• Publication FHWA-NHI-00-044 – Corrosion/Degradation of Soil Reinforcements for Mechanically Stabilized Earth Walls and Reinforced Soil Slopes
CHAPTER-6 CONCLUSION
Though there is no absolute way to eliminate all corrosion on under water piles, there are some effective measures to control them. The cathodic protection is found to be quite simple to employ and mostly used in marine conditions. The protective coatings are used in vast and expensive structures. The FRP composites have many advantages over conventional methods such that they are light weight, possess high strength and chemical resistance and moreover have incomparable flexibility.
Of the various ways of wrapping of FRP composites, transverse wrapping is found to be the easiest as otherwise, the longitudinal pieces are awkward to handle and difficult to position. Bi-directional material is the best option. Scaffolding measures during the application of materials ensures safety and simplifies installation. Out of the two system of FRP application, the pre-preg system is easier to use. On-site FRP saturation can be problematic. High winds and high tides should be avoided during the process.
CHAPTER-7 REFERENCES
• R. Sen, G. Mullins, K. Suh and D. Winters: ‘FRP application in underwater repair of corroded pipes’, FRPRCS-7 (the 7th International Symposium on Fiber Reinforced Polymer Reinforcement for Reinforced Concrete Structures), November 7-10, 2005 New Orleans Marriott
• http://www.quakewrap.com/frp%20papers/FRPApplicationinUnderwaterRepairofCorrodedPiles.pdf
• Underwater steel structures: inspection, repair and maintenance
• http://www.corrdefense.org/Technical%20Papers/UNDERWATER%20STEEL%20STRUCTURES%20INSPECTION%20REPAIR%20AND%20MAINTENANCE.pdf
• Marine cathodic protection
• http://www.farwestcorrosion.com/fwst/anodimpr/elg04.htm
• L. Van Damme, W. Vreulst: ‘Low Water Corrosion Of Steel Pilings’, Pianc Bulletin No.101,1999.
We at engineeringcivl.com are thankful to Er Shubham Sunil Malu for submitting this paper to us.
If you have a query, you can ask a question here.